Hintergrund
Composite Forest Products oder Engineered Wood beziehen sich auf Materialien aus Holz, die miteinander verklebt sind. In den Vereinigten Staaten werden jährlich rund 21 Millionen Tonnen (21,3 Millionen Tonnen) Verbundholz produziert. Die populäreren Verbundwerkstoffe umfassen Sperrholz, Tischlerplatten, Faserplatten, Spanplatten und Furnierschichtholz. Die meisten dieser Produkte basieren auf Holzabfällen oder wenig genutzten oder nicht kommerziellen Arten. Bei der Herstellung von Verbundwerkstoffen geht sehr wenig Rohstoff verloren.
Mitteldichte Faserplatte (MDF) ist ein Oberbegriff für eine Platte, die hauptsächlich aus Lignozellulosefasern besteht, die mit einem Kunstharz oder einem anderen geeigneten Bindungssystem kombiniert und unter Hitze und Druck miteinander verbunden werden. Die Platten werden auf eine Dichte von 0,50 bis 0,80 spezifischem Gewicht (31-50 lb / ft.3) Additive können während der Herstellung eingeführt werden, um bestimmte Eigenschaften zu verbessern. Da Faserplatten in eine Vielzahl von Größen und Formen geschnitten werden können, gibt es viele Anwendungen, darunter Industrieverpackungen, Displays, Exponate, Spielzeug und Spiele, Möbel und Schränke, Wandverkleidungen, Formteile und Türteile.
Die Oberfläche von MDF ist flach, glatt, gleichmäßig, dicht und frei von Knoten und Körnungen, wodurch die Endbearbeitung einfacher und konsistenter wird. Die homogene Kante von MDF ermöglicht komplizierte und präzise Bearbeitungs- und Veredelungstechniken. Der Schnittabfall wird auch bei der Verwendung von MDF im Vergleich zu anderen Substraten erheblich reduziert. Verbesserte Stabilität und Festigkeit sind wichtige Vorteile von MDF, wobei Stabilität dazu beiträgt, präzise Toleranzen in genau geschnittenen Teilen einzuhalten. Es ist ein ausgezeichneter Ersatz für Massivholz in vielen Innenanwendungen. Möbelhersteller prägen die Oberfläche auch mit dreidimensionalen Designs, da MDF eine so gleichmäßige Textur und konsistente Eigenschaften aufweist.
Der MDF-Markt ist in den USA in den letzten 10 Jahren rasant gewachsen. Die Lieferungen stiegen um 62% und die Werkskapazität um 60%. Heute werden in Amerika jedes Jahr über eine Milliarde Quadratfuß (93 Millionen Quadratmeter) MDF verbraucht. Die weltweite MDF-Kapazität stieg 1996 um 30% auf über 12 Milliarden Quadratfuß (1,1 Milliarden Quadratmeter), und es sind jetzt über 100 Anlagen in Betrieb.
Geschichte
MDF wurde erstmals in den 1960er Jahren in den USA entwickelt, wobei die Produktion in Deposti, New York, begann. Ein ähnliches Produkt, Hartfaserplatte (komprimierte Faserplatte), wurde 1925 versehentlich von William Mason erfunden, als er versuchte, eine Verwendung für die riesigen Mengen an Holzspänen zu finden, die von Holzfabriken entsorgt wurden. Er versuchte, Holzfasern in Dämmplatten zu pressen, produzierte jedoch ein haltbares dünnes Blech, nachdem er vergessen hatte, seine Ausrüstung abzuschalten. Diese Ausrüstung bestand aus einer Lötlampe, einer Briefpresse aus dem achtzehnten Jahrhundert und einem alten Automobilkessel.
Rohstoffe
Hackschnitzel, Späne und Sägemehl bilden typischerweise die Rohstoffe für Faserplatten. Da Recycling und Umweltprobleme jedoch zur Norm werden, werden auch Altpapier, Maisseide und sogar Bagasse (Fasern aus Zuckerrohr) verwendet. Andere Materialien werden ebenfalls zu MDF recycelt. Ein Unternehmen verwendet trockene Abfallmaterialien
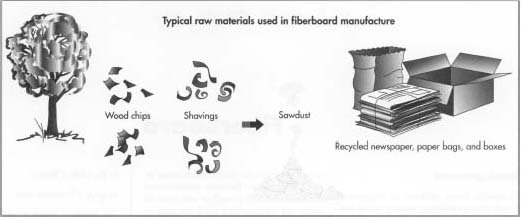
mit einer Rate von 100.000 Tonnen pro Jahr. Neben Altholz werden in diesem Unternehmen Pappe, Getränkebehälter aus Pappe mit Kunststoffen und Metallen, Telefonbücher und alte Zeitungen verwendet. Kunstharze werden verwendet, um die Fasern miteinander zu verbinden, und andere Additive können verwendet werden, um bestimmte Eigenschaften zu verbessern.
Der Herstellungsprozess
Fortschrittliche Technologie und Verarbeitung haben die Qualität von Faserplatten verbessert. Dazu gehören Innovationen bei der Holzvorbereitung, Harzrezepten, Presstechnologie und Plattenschlifftechniken. Die fortschrittliche Pressentechnologie hat die gesamten Presszyklen verkürzt, während die antistatische Technologie auch zu einer längeren Lebensdauer des Riemens während des Schleifprozesses beigetragen hat.
Holzvorbereitung
- 1 Die Herstellung hochwertiger Faserplatten beginnt mit der Auswahl und Veredelung der Rohstoffe, von denen die meisten aus Spänen und Spänen recycelt werden, die aus Sägewerken und Sperrholzwerken gewonnen werden. Das Rohmaterial wird zunächst mit einem Magneten von Metallverunreinigungen befreit. Als nächstes wird das Material in große Stücke und kleine Flocken getrennt. Flocken werden in Sägemehl und Hackschnitzelhaufen getrennt.
- 2 Das Material wird erneut durch einen magnetischen Detektor geleitet, wobei das zurückgewiesene Material zur Wiederverwendung als Brennstoff getrennt wird. Gutes Material wird gesammelt und in einen Vordampfbehälter geschickt. Im Behälter wird Dampf eingespritzt, um das Material zu erhitzen und zu erweichen. Die Fasern werden zuerst in eine Seitenschneckenzufuhr und dann in eine Stopfenschneckenzufuhr eingezogen, die die Fasern komprimiert und Wasser entfernt. Das komprimierte Material wird dann einem Refiner zugeführt, der das Material in verwertbare Fasern zerreißt. Manchmal kann die Faser einen zweiten Raffinationsschritt durchlaufen, um die Faserreinheit zu verbessern. Größere Motoren an den Raffinerien werden manchmal verwendet, um Fremdkörper aus dem Prozess herauszusieben.
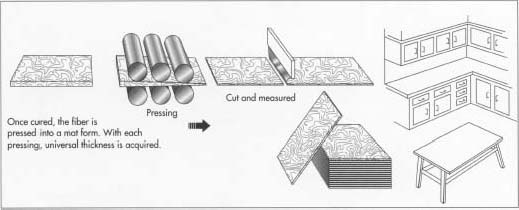
Aushärten und Pressen
-
3 Vor dem Raffinationsschritt wird Harz zugegeben, um den Formaldehydgehalt in der Mischung zu kontrollieren, und nach dem Raffinieren wird ein Katalysator zugegeben. Die Fasern werden dann in einen Blitzröhrentrockner geblasen, der entweder durch Öl oder Gas erhitzt wird. Das Verhältnis von Festharz zu Faser wird durch Wiegen der einzelnen Inhaltsstoffe sorgfältig kontrolliert. Als nächstes wird die Faser durch Scalping-Rollen geschoben, um eine Matte von gleichmäßiger Dicke zu erzeugen. Diese Matte durchläuft mehrere Pressschritte, um eine brauchbarere Größe zu erzeugen, und wird dann vor dem letzten Pressschritt auf die gewünschte Breite zugeschnitten. Eine kontinuierliche Presse, die mit einer großen Trommel ausgestattet ist, komprimiert die Matte mit einer gleichmäßigen Geschwindigkeit, indem die Mattenhöhe überwacht wird. Pressen werden mit elektronischen Kontrollen ausgerüstet, um genaue Dichte und Stärke zur Verfügung zu stellen. Die resultierende Platte wird vor dem Abkühlen mit Sägen auf die entsprechende Länge geschnitten.

Pressen haben gegengewichtige, gleichzeitige Schließsysteme, die Hydraulikzylinder verwenden, um die Plattennivellierung zu bewirken, was in Verbindung mit einer Vierpunkt-Positionssteuerung eine größere Kontrolle der individuellen Plattendicke ermöglicht. Das Hydrauliksystem kann die Presse bei Geschwindigkeiten und Drücken schließen, die die Probleme mit der Plattenvorformung reduzieren und gleichzeitig die gesamten Presszyklen verkürzen.
Plattenschleifen
- 4 Um ein glattes Finish zu erzielen, werden die Platten mit mit Schleifmitteln beschichteten Bändern geschliffen. Siliziumkarbid wurde typischerweise verwendet, aber mit der Forderung nach feineren Oberflächen werden andere keramische Schleifmittel verwendet, einschließlich Zirkonoxid-Aluminiumoxid und Aluminiumoxid. Eighthead schleif ausrüstung und doppelseitige grading verbessert oberfläche glätte konsistenz. Die antistatische Technologie wird verwendet, um die statische Elektrizität zu entfernen, die zu einer schnellen Beladung und übermäßigem Schleifstaub beiträgt, wodurch die Lebensdauer des Riemens erhöht wird.
Veredelung
- 5 Die Platten können je nach Endprodukt einer Vielzahl von Endbearbeitungsschritten unterzogen werden. Eine Vielzahl von Lackfarben kann angewendet werden, sowie verschiedene Holzmaserung Muster. Guillotine Schneiden wird verwendet, um die Faserplatte in große Blätter (zum Beispiel 100 Zoll breit) zu schneiden. Für kleinere Blattgrößen wie 42 x 49 Zoll (107 x 125 cm) wird das Stanzen verwendet. Spezialmaschinen werden zum Schneiden von Faserplatten in schmale Streifen von 1-24 in (2,5 – 61 cm) Breite verwendet.
- 6 Laminiermaschinen werden verwendet, um Vinyl, Folie und andere Materialien auf die Oberfläche aufzubringen. Dieser Prozess beinhaltet das Abwickeln einer Rolle Faserplattenmaterial, das Senden zwischen zwei Rollen, auf denen der Klebstoff aufgetragen wird, das Kombinieren der mit Klebstoff beschichteten Faserplatte mit dem Laminiermaterial zwischen einem anderen Satz von Rollen und das Senden der kombinierten Materialien in den Laminator.
Qualitätskontrolle
Die meisten MDF-Anlagen verwenden eine computergesteuerte Prozesssteuerung, um jeden Herstellungsschritt zu überwachen und die Produktqualität aufrechtzuerhalten. In Kombination mit kontinuierlichen Gewichtsgurten, Flächengewichtsmessgeräten, Dichteprofilwächtern und Dickenmessgeräten bleibt die Produktkonsistenz erhalten. Darüber hinaus hat das American National Standards Institute Produktspezifikationen für jede Anwendung sowie Formaldehydemissionsgrenzwerte festgelegt. Da sich die Umweltvorschriften und Marktbedingungen weiter ändern, werden diese Standards überarbeitet.
Der neueste Standard für MDF, ANSI Standard A208.2, ist die dritte Version dieses Industriestandards. Diese Norm klassifiziert MDF nach Dichte und Verwendung (innen oder außen) und identifiziert vier Produktklassen für den Innenbereich. Zu den identifizierten Spezifikationen gehören physikalische und mechanische Eigenschaften, Maßtoleranzen und Formaldehydemissionsgrenzwerte. Die Spezifikationen werden sowohl in metrischen als auch in Zoll-Pfund-Grenzen angegeben.
Zu den gemessenen physikalischen und mechanischen Eigenschaften des Endprodukts gehören Dichte und spezifisches Gewicht, Härte, Bruchmodul, Abriebfestigkeit, Schlagzähigkeit, Elastizitätsmodul und Zugfestigkeit. Darüber hinaus werden auch die Wasseraufnahme, die Dickenquellung und die innere Haftfestigkeit gemessen. Die American Society for Testing of Materials hat einen Standard (D-1037) zum Testen dieser Eigenschaften entwickelt.
Die Zukunft
Obwohl 1996 über 750 neue Anlagen hinzukamen, wurde 1997 erwartet, dass der MDF-Verbrauch bis zu 10% unter das projizierte Niveau fallen würde. Die Nutzungsraten sind für bestimmte Märkte gesunken und die Exporte sind zurückgegangen. Trotz dieses Trends werden einige Werke weiterhin in High-Tech-Geräte und Umweltkontrollen investieren, um ein qualitativ hochwertiges Produkt herzustellen.
Umweltauflagen werden die Faserplattenindustrie weiterhin vor Herausforderungen stellen. Obwohl Harnstoff-Formaldehyd-Harze aufgrund ihrer geringen Kosten und schnellen Aushärtungseigenschaften überwiegend in der MDF-Industrie verwendet werden, haben sie potenzielle Probleme mit der Formaldehydemission. Phenol-Formaldehyd-Harze sind eine mögliche Lösung, da sie nach der Aushärtung kein Formaldehyd abgeben. Diese Harze sind jedoch teurer, aber vorläufige Untersuchungen haben gezeigt, dass es in weit geringeren Mengen verwendet werden kann und ähnliche Verarbeitungszeiten wie das Harnstoffharz erreicht.
Fortschritte in der Fertigungstechnologie werden ebenfalls fortgesetzt, einschließlich Plattenbearbeitungsmaschinen und Schneidwerkzeugen. Schließlich werden Pressmaschinen entwickelt, die die Vorhärtung eliminieren und die Variation der individuellen Plattendicke reduzieren. MDF und andere Holzwerkstoffe werden in Bezug auf Kanteneigenschaften und Oberflächenglätte noch konsistenter und weisen bessere physikalische Eigenschaften und Dickenkonsistenz auf. Diese Verbesserungen werden dazu führen, dass mehr Möbel- und Schrankhersteller solche Produkte in ihre Designs integrieren.
Weitere Informationen
Zeitschriften
„Leitfaden für Käufer und Planer von Spanplatten und MDF.“ Wood & Wood Products, Januar 1996, S. 67-75.
König, Karen. „Das neue MDF-Werk zeichnet sich durch hohe Technologie und Qualität aus.“ Wood & Wood Products, April 1996, S. 68-74.
„Lasani Holz — der ideale Holzersatz.“ Economic Review, April 1996, S. 48.
Margosian, Reich. „Neue Standards für Spanplatten und MDF.“ Wood & Wood Products, Januar 1994, S. 90-92.
Sonstige
Institut für Spanplatten/mitteldichte Faserplatten. http://www.pbmdf.com (9. Juli 1997).
— Lorbeer M. Sheppard