Publicerad den: Jan 2nd, 2020, | genom WayKen Rapid Manufacturing
över 20 års erfarenhet av 5-axlig bearbetning kan vi erbjuda högkvalitativa och kostnadseffektiva 5-axliga svarv-och fräslösningar.
genom att behärska kärntekniken för 5-axlig CNC-bearbetning, oavsett för de svåraste och komplexa CNC-delarna, precisionsbearbetade delar, kan vi lova att ge dig underbara fördelar jämfört med ett konkurrenskraftigt pris och vid snabb leverans.
när det gäller CNC-aluminiumtjänster måste 5-axlig CNC-bearbetning komma till ditt sinne. Att välja rätt bearbetningslösningar kommer att leda till framgång för produktioner.
CNC-bearbetning är ett förfarande som används i de flesta tillverkningsprocesser och används ofta i de flesta branscher. CNC, som står för Computer Numeric Control och behandlar användningen av en enda installation eller mer dator för att administrera åtgärder av olika verktygsmaskiner som svarv, router och Kvarn.
5-axlig CNC-bearbetning är en helt fantastisk CNC-bearbetning som kan användas för att producera delar och slutprodukter från ett brett utbud av material som plast och metaller.
men när det ibland nämns om den specifika 5-axliga CNC-bearbetningen, kommer det första intrycket upp till de flesta människors sinnen: högteknologi, dyrt pris och svårt att använda, men är 5-axlig bearbetning verkligen så här? Följande stycken kommer att introducera dig till 5-axlig CNC-bearbetning från 3 viktiga aspekter.
- Vad är 5-axlig bearbetning
- 1.1 ”5” för 5-axlig bearbetning
- 1.2 5 huvudformer av 5-axlig maskin
- 1.3 typer av 5-axliga CNC-maskiner
- a.Huvud / Huvud
- b.Tabell/Huvud
- c.Tabell / tabell
- 1.4 5-Axis Machining 5-sidig bearbetning
- fördelar med 5-axlig bearbetning
- 2.1 bibehålla Optimal skärning / förbättra Skärförhållandena
- 2.2 tidsbesparande / minska bearbetningstiden
- 2.3 förbättrad noggrannhet / förbättra Bearbetningsprecisionen
- 2.4 kvalitet ytfinish / komplexa former
- 2.5 hög produktionseffektivitet
- 2.6 ingen konkurrens
- nackdelar med 5-axlig bearbetning
- 3.1 kostnaden är för hög
- 3.2 komplex och svår programmering
- 3.3 höga tekniska krav för operatören
- börja med 5-axlig bearbetning
Vad är 5-axlig bearbetning
detta är ett förfarande som innebär användning av CNC för att flytta skärutrustning eller olika delar över fem olika axlar samtidigt. Detta ger utrymme för produktion av mycket invecklade delar, och det är därför 5-axlig CNC-fräsning är mycket vanlig inom flygindustrin. En faktor som har bidragit mest till användningen av 5-axliga CNC-maskiner är behovet av att öka adeptness och minska produktionstiden från början av själva processen till dess slutförande.

kraften att undvika att krascha med en del som håller utrustningen genom att rotera bordet eller skärverktyget ger utrymme för en snabb inställning till delgeometri är en annan bidragande faktor. Slutligen förbättrad utrustningslivslängd eller livslängd som är ett resultat av att rotera bordet eller skärutrustningen för att hålla jämna steg med den bästa skarpa positionen och konsekvent chipbelastning.
1.1 ”5” för 5-axlig bearbetning
5-axlig bearbetning är ett läge för CNC-bearbetning. De bearbetningscentra vi brukar använda är 3-axliga bearbetningscentra. 3-axeln avser X-axeln, Y-axeln och Z-axeln hos bearbetningscentret. 5-axlig bearbetning center är att lägga till två roterande axlar axlar till de tre gemensamma linjära axlar X, Y, och Z. dessa två axlar kallas också den fjärde och femte axlar. Två av de tre axlarna i A, B och C har olika rörelselägen i den vertikala maskinen för att möta de tekniska behoven hos olika produkter.
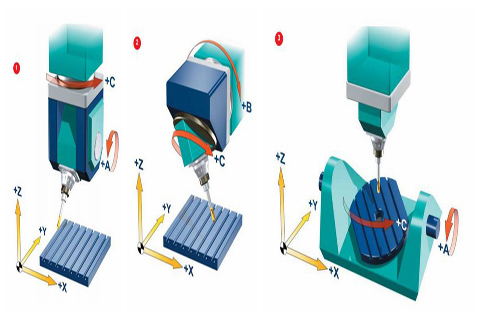
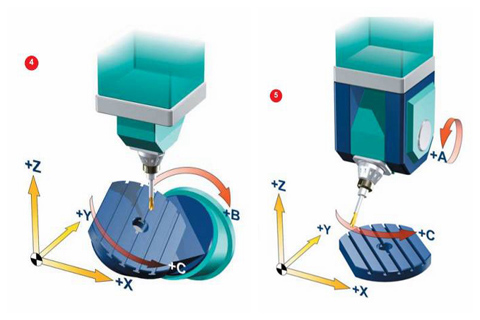
1.2 5 huvudformer av 5-axlig maskin
det finns olika typer av 5-axliga maskiner på det horisontella bearbetningscentret, huvudsakligen inklusive följande 5 former: Den 1: A är en dubbel vridbar huvudform, två rotationskoordinater styr skäraxelns riktning direkt; den 2: A är sloka vridbart huvudform, två koordinataxlar är högst upp på skäret, men rotationsaxeln är inte vinkelrätt mot den linjära axeln; den 3: e är dubbelvridbar tabellform, de två rotationskoordinaterna styr rymdrotationen direkt; den 4: e är sloka bord, de två axlarna är på bordet, men rotationsaxeln är inte vinkelrät mot axeln; den 5: e är en sväng en rotera från, två rotationskoordinater en på skäraren och en på arbetsstycken.
1.3 typer av 5-axliga CNC-maskiner
det finns ett par operationer där 5-axliga CNC-maskiner kan spara mycket av din tid och förbättra din nuvarande procedur. Dessa maskiner finns i flera typer för att uppfylla kraven i den ständigt växande tillverkningsindustrin. En unik skillnad i 5-axliga CNC-maskiner är arrangemanget av de roterande axlarna. De är av tre olika typer som inkluderar huvud/huvud, bord/bord och bord / Huvud.
a.Huvud / Huvud
rotationsaxlarna för denna typ av CNC-maskin är belägna i huvudet. De är gjorda med en 5-axlig topp som ligger på en viss plattform och rör sig genom ett fast bord som håller arbetsstycket på plats. Så du behöver inte oroa dig för maskinspindelhuvudets verktygsinterferens. Detta ger apex chansen att flytta runt ett specifikt stycke vilket gör 5-axliga CNC-maskiner bäst för produktion av stora delar. De har vanligtvis begränsade rörelser i roterande axlar och lutning vilket är ett resultat av deras design.
b.Tabell/Huvud
i denna typ av maskinuppsättning är en av de roterande axlarna placerad i det roterande bordet och den andra i huvudet. Den roterande axeln är belägen i huvudet och har ett begränsat intervall, medan den roterande axeln finns i tabellen och dess omfattning inte är begränsad. Eftersom delen vilar på rotationsaxeln är detta arrangemang begränsat till antalet objekt som det kan producera. Ett sätt att denna typ av inställning är något fördelaktig jämfört med huvudet/huvudtypen är i sin förmåga att konsekvent rotera delen utan att oroa sig för att nå en viss gräns.
c.Tabell / tabell
här har maskiner alla roterande axlar placerade inuti bordet och har också ett begränsat omfång i den roterande axeln. Räckvidden i sin roterande axel är inte begränsad. Denna typ av maskinarrangemang har ett minimalt arbetskuvert jämfört med andra typer. Andra är utrustade med bestämda motorer som gör att de fungerar snabbt.

1.4 5-Axis Machining 5-sidig bearbetning
5-axlig bearbetning skiljer sig mycket från 5-sidig bearbetning. Många vet inte detta och misstänker 5-sidig bearbetning för 5-axlig bearbetning. 5-axlig bearbetning har 5 axlar x, y, z, A och b axlar(eller c). X -, y -, z-och A -, b-axlarna (eller c) bildar en 5-axlig länkbearbetning. Den är lämplig för krokytbearbetning, ovanlig formbearbetning, ihålig bearbetning, stansning, snett hål och snett skärning. Medan 5-sidig bearbetning liknar 3-axlig bearbetning. Det kan bara bearbeta fem sidor, men kan inte göra speciell bearbetning, sneda hål, skärfasningar etc.
fördelar med 5-axlig bearbetning
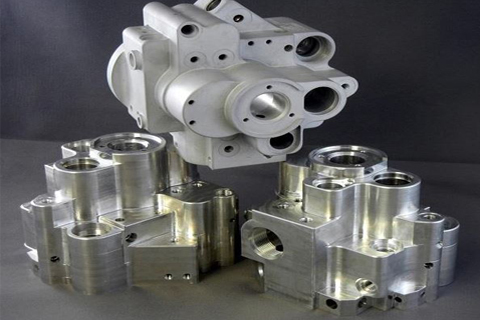
5-axlig bearbetning har hög effektivitet och hög precision, och arbetsstycket kan slutföras genom att endast klämma på en gång. Den är lämplig för bearbetning av moderna formar som bildelar och flygplansdelar. 5-axlig bearbetning används inte bara i den civila industrin utan också i stor utsträckning inom flyg -, militär -, vetenskaplig forskning, precisionsinstrument, hög precision medicinteknisk industri. Det är en högteknologisk metod som gör det omöjligt I möjligt, och alla rumsliga ytor eller ovanlig form bearbetning eller produktion kan göras. Det kan inte bara slutföra bearbetningsuppgifterna för komplexa delar och industriprodukter utan kan också snabbt förbättra bearbetningseffektiviteten och förkorta bearbetningsflödet.
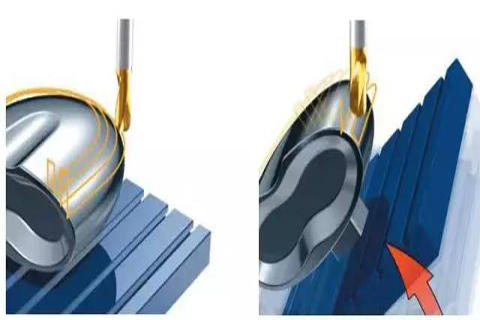
2.1 bibehålla Optimal skärning / förbättra Skärförhållandena
som visas nedan är vänster 3-axlig skärläge, när verktygsbanan rör sig mot toppen eller kanten på delen försämras skärningen gradvis. För att bibehålla optimala skärförhållanden här måste du flytta rotationsbordet. Och om vi vill helt bearbeta ett oregelbundet plan måste vi flytta rotationsbordet flera gånger i olika riktningar med ett lutande roterande bord. Det kan ses att den 5-axliga bearbetningen också kan uppnå bättre ytkvalitet genom att undvika kulskärarens mittlinjehastighet till 0.
2.2 tidsbesparande / minska bearbetningstiden
5-axliga CNC-maskiner hjälper dig att spara mycket tid i universella bearbetningscentra. Delar som skapas i de flesta CNC-jobbbutiker måste bearbetas på fem sidor. 5-axlig CNC-fräsning hjälper till att göra jobbet snabbt och effektivt i produktionen. En liten, enkel installation krävs, och detta hjälper till att spara cykeltid och pengar. Därför är det en kostnadseffektiv lösning och accelererar dina slutprodukter till marknaden.
i 5-axlig bearbetning används skäraren för att upprätthålla ett vertikalt tillstånd hos den komplexa mögelbearbetningsytan, vilket kan förbättra spindelutnyttjandet avsevärt.. Principen för 5-axlig bearbetning är också tillämplig på sidfräsningen med en vinklad yta, vilket kan eliminera de ribbliknande linjerna som orsakas av kulskäraren. Detta gör formens ytkvalitet mer idealisk och minskar också manuellt arbete som behöver rengöra formens yta.
2.3 förbättrad noggrannhet / förbättra Bearbetningsprecisionen
det finns förbättrad noggrannhet i 5-axlig CNC-fräsning eftersom det kräver minimala inställningar. Ytterligare inställningar leder bara till fler fel. Det bidrar också till att öka livslängden för ett visst verktyg. Detta är främst ett resultat av kortare skärverktyg. Lär dig mer, du kan ringa oss (Telefon: +86 755 2373 1920 eller +86 136 0962 8044) eller e-post [email protected].
genom den 5-axliga bearbetningstekniken har problemet med att placera arbetsstycket i en komplex vinkel i noggrannhet många gånger lösts. Det förkortade inte bara tiden utan förbättrade också bearbetningstoleransen många gånger. Den höga kostnaden för att göra flera jiggar på traditionellt sätt har också sparats. 5-axlig bearbetning kan bearbeta komplexa delar, såsom borrning, konisk bearbetning, kavitetskrypter för komplexa ytor etc., som inte är möjliga med traditionella bearbetningsmetoder de flesta gånger.

2.4 kvalitet ytfinish / komplexa former
denna typ av konfiguration hjälper också till att skapa ytor med en kvalitetsfinish. Placeringen av delarna är mycket närmare skärverktygen i 5-axliga maskiner. De två sista axlarna låter en använda kortverktyg, som inte vibrerar så mycket och detta kommer att leda till en ytfinish av hög kvalitet.
det andra bra med 5-axliga CNC-maskiner är att de skär invecklade former. Olika delar krävs på alla fem axlarna. De extra rörelserna i denna typ av arrangemang ger utrymme för tillverkning av vinklar och bågar. Innan, de skulle behöva ytterligare inställningar och unika armaturer.
2.5 hög produktionseffektivitet
5-axlig bearbetning kan effektivt minska bearbetningstiden och hjälptiden för delarna. Den har ett stort utbud av spindelvarvtal och matar rage, vilket gör att maskinen kan utföra en kraftfull stor skärkapacitet. Den 5-axliga bearbetningen går in i en era av höghastighetsbearbetning. Den snabba rörelsen och positioneringen av 5-axlig bearbetning och höghastighetsskärningsbehandling minskar vändningstiden för halvfabrikat och förbättrar produktionseffektiviteten och precisionen.
2.6 ingen konkurrens
inte många butiker har en 5-axlig CNC-maskin. Att ha en installation kommer att lyfta dig ett steg högre än dina konkurrenter i produktionstjänster. Du kan ge dina kunder något som dina konkurrenter inte kan erbjuda. Du bör prova denna typ av maskininstallation och njuta av de fördelar som de ger vad det hänvisar till produktionslösningar, effektivitet och produktkvalitet.

nackdelar med 5-axlig bearbetning
uppenbarligen har människor insett fördelarna och betydelsen av 5-axlig CNC-teknik inom tillverknings-och produktionsindustrin. När människor stöter på komplicerade bakslag i design och tillverkning av komplexa ytor, kommer de att vända sig till 5-axlig bearbetningsteknik. De viktigaste tekniska kraven för CNC-maskiner är flera axlar, hög hastighet, god styvhet och hög effekt; efterfrågan på koordinatnummer baseras huvudsakligen på tre till fem axlar. Men i bearbetningsindustrin är användningen av 5-axlig bearbetning för att göra vissa jobb inte så omfattande som vi tror, av följande skäl:
3.1 kostnaden är för hög
å ena sidan är kostnaden för att köpa 5-axliga maskiner och den programvara som behövs hög, vilket är mycket högre än kostnaden för det vanliga treaxliga bearbetningscentret. Å andra sidan är underhållet av själva maskinen svårare än de allmänna maskinerna. Dessa aspekter leder också direkt till kostnaden för 5-axliga maskinbearbetade delar kommer att vara mycket högre än vanlig 3-axlig bearbetning.
3.2 komplex och svår programmering
eftersom 5-axlig bearbetning skiljer sig från 3-axlig, förutom de tre linjära rörelserna, finns det två rotationsrörelser involverade, och den rumsliga banan för den syntetiska rörelsen som bildas är mycket komplicerad och abstrakt, vilket i allmänhet är svårt att föreställa sig och förstå. Till exempel, för att bearbeta den erforderliga ytan med fri form, är det ofta nödvändigt att skicka flera koordinattransformationer och komplexa rumsliga geometriska operationer, och även att överväga samordningen av rörelsen för varje axel, för att undvika störningar, kollision och lämplig mängd interpoleringsrörelse etc. För att säkerställa den nödvändiga bearbetningsprecisionen och ytkvaliteten är programmeringssvårigheten ännu större.
3.3 höga tekniska krav för operatören
5-axlig bearbetning är en avancerad bearbetningsteknik, och avancerad teknik kräver drift av högre nivå talanger. Från enkel programmering till bearbetning, Det skiljer sig från vanliga 3-axliga maskiner. Således krävs en hög teknisk operatör, vilket också innebär en högre arbetskostnad.

börja med 5-axlig bearbetning
CNC använder ett unikt CNC-programmeringsspråk och programvara som kallas G-koden för att reglera allt som har att göra med verktygsmaskinens rörelse för att producera ett objekt. Programmeringskommandon styr hastigheten och arrangemanget av skärutrustningen i förhållande till arbetet, materialets skärhastighet i utrustningen och olika andra faktorer.
hela proceduren startar med en datorstödd design (CAD)-modell eller ritning av G-koden kommer sedan att extraheras från denna modell och en testkörning kommer att genomföras. Detta hjälper till att minska skadorna på specifik skärutrustning eller arbete. CNC-maskiner kan flytta skärmaterialet eller arbetsstycket i olika rörelseaxlar som inkluderar x-och y-axlarna. 3-axlig maskin kan röra sig i X -, Y-och Z-axlar för att komma med 3D-former som är den grundläggande modellen.
mer utvecklad 4-axlig CNC-bearbetningsutrustning ger en fjärde rotationsaxel av rörelser i linje med X-axeln för att ge utrymme för skapandet av mer komplexa delar. 5-axlig och 6-axlig bearbetningsutrustning är tillgängliga, vilket gör det till och med möjligt att producera vilken form som helst som kommer att tänka på i bearbetningscentret. Det har skett en betydande tillväxt i antalet industrier som använder 5-axlig CNC-fräsning eller 5-axlig CNC-bearbetning i basen av utvecklingen av 5-axlig CNC-maskinutveckling. Den årliga tillväxttakten på cirka 6% har lämnat många undrar och vill veta mer om detta förfarande.
förutom femaxlig bearbetning, som en av tillverkarna som kan erbjuda olika typer av bearbetningsalternativ eller lösningar, har WayKen varit i framkant av teknisk innovation. Om du har några frågor eller behov angående precision 5-axlig bearbetning, är du välkommen att kontakta oss, eller begära en offert.((telefon: +86 755 2373 1920 eller +86 136 0962 8044)