najniżej i najbardziej wszechobecne urządzenie w świecie smarowania obchodziło niedawno swoją setną rocznicę. Zaprojektowany jako proste, ale wydajne mechaniczne urządzenie bramowe, smarownica ma tylko jedno zadanie: połączyć się z ręcznym pistoletem do smarowania i zapewnić chroniony jednokierunkowy dostęp do wnęki łożyska w celu napełniania (patrz zdjęcie poniżej).
niektóre smarowanie-historia świata
przed wynalezieniem smaru przez Arthura Gulborga w 1918 roku, łożysko było smarowane indywidualnie za pomocą urządzenia z przyssawką. Smar cup, trafnie nazwany, przypominał duży zbiornik wielkości naparstka siedzący nad punktem wejścia łożyska. Zbiornik lub pojemnik na smar miał przykręcaną pokrywę, która po wyjęciu umożliwiała ręczne wiosłowanie smaru na miejscu. Po napełnieniu pokrywa została częściowo przykręcona z powrotem na miejsce. W ten sposób wkręcanie mechanicznie wpychałoby nowy smar do łożyska. W miarę jak maszyna kontynuowała pracę, operator lub wyznaczony Smarownica w regularnych odstępach czasu dokręcał w każdą pokrywę kubka kolejne kilka obrotów,aby ponownie nasmarować łożysko większą ilością smaru. Ten czasochłonny wysiłek powtarzał się, aż kubek był pusty i wymagał ręcznego napełniania.
pracując dla Alemite Die Casting and Manufacturing Co., w Chicago, IL, Gulborg był odpowiedzialny za zapewnienie, że wszystkie kubki smarujące maszyny były prawidłowo eksploatowane i regularnie napełniane.Dostrzegając szansę na zwiększenie wydajności, postanowił zaprojektować pierwszy w historii smarownicę ciśnieniową, która może być bezpośrednio połączona z smarownicą, a tym samym sprawić, że smarowniczka stanie się przestarzała. Nazwał swój projekt ” wysokociśnieniowym systemem smaru Alemite.”Kiedy został przyjęty w 1918 roku jako standard smarowania dla armii USA, firma zarobiła fortunę.
w 1922 roku projekt pistoletu do smarowania Gulborga przekształcił się w Urządzenie Typu Push/Pump, które można było umieścić na nowo zaprojektowanej głowicy przyciskowej, tłoczącej smarownicę. Ten Typ Złączki otwierał się pod ciśnieniem pistoletu smarowego, umożliwiając przepływ środka smarnego do punktu łożyska. Ponieważ jednak nie było to możliwe, Operator smarowniczki musiał używać obu rąk, aby utrzymać koniec pistoletu w pozycji kwadratowej do twarzy smarowniczki. (Był to jedyny sposób, aby zapobiec wyciekowi smaru.)
w tym samym czasie, niedaleko Kenosha, WI, ekscentryczny Węgierski imigrant Oscar Ulysses Zerk był zajęty wynalezieniem prostej smarowniczki wysokociśnieniowej w kształcie sutka, aktywowanej sprężyną. Efektem starań zerka było szturmem opanowanie świata smarkuli.
kontynuowano prace nad systemem smaru wysokociśnieniowego. Wkrótce wprowadzono smarownicę uruchamianą ręcznie, która była podłączona do pierwszej wtyczki smaru z blokadą dodatnią (określanej jako „smarownica typu sworzniowego.”) Do 1922 roku nowy system Alemite był z powodzeniem promowany i stosowany w masowo produkowanych samochodach. (Smarownica typu sworzniowego Alemite jest nadal stosowana wszędzie tam, gdzie wymagane jest gwarantowane uszczelnienie szczelne pod wysokim ciśnieniem.)
w 1923 roku Oscar Zerk otrzymał patent na smarownicę Zerk i rozpoczął sprzedaż za pośrednictwem Allyn-Zerk Co., Cleveland, OH. Jego mniejsza, tańsza, bardziej kompaktowa konstrukcja blokady kulkowej snap on-off okazała się godnym konkurentem dla bardziej kłopotliwej konstrukcji alemite pin-lock. Tak bardzo, że w 1924 roku alemite Co. kupił Allyn-Zerk Co. przystąpiliśmy do standaryzacji smarownic Zerk do wysokociśnieniowych systemów smarownic alemite, które znamy (i nadal stosujemy) do dziś.
jako świadectwo oryginalnego projektu, smar sutek niewiele się zmienił w ciągu ostatniego stulecia. Poproś kogokolwiek o opisanie systemu smarowania ręcznego, a większość z nich natychmiast zobrazuje smarownicę spustową lub dźwigniową podłączoną do smaru Zerk. Uważaj jednak: nie wszystkie dzisiejsze Smarownice są takie same. Skuteczne zastosowanie lub wymiana smarownic wymaga pewnego dochodzenia.
wybierz odpowiednie dopasowanie do swoich potrzeb
smarowniczki to niezwykle proste urządzenia. Łącząc kształtowaną i gwintowaną obudowę, kulkę i sprężynę ustalającą, łączniki te rzadko zawodzą. Trudności w pompowaniu smaru do złączki zwykle wskazują na sytuację blokady hydraulicznej spowodowaną problemem z samym łożyskiem. To powiedziawszy, smarowe smary mogą korodować lub zostać fizycznie uszkodzone po uderzeniu. Dlatego od czasu do czasu może być konieczna ich wymiana. W takim przypadku opiekun lub planista powinien być świadomy wielu dostępnych opcji.
wybór materiału
najpopularniejszym i najtańszym materiałem smaru jest stal miękka. W wilgotnych, wilgotnych i/lub korozyjnych środowiskach wybór złączki ze stali ocynkowanej, aluminium, stali nierdzewnej lub mosiądzu może stanowić lepszą decyzję. Okucia wykonane z monel są zalecane w środowiskach silnie korozyjnych lub żrących.
wybór gwintu
w zależności od tego, gdzie maszyna została wykonana lub określona, gwinty smaru mogą być imperialne lub metryczne. W zależności od wielkości i zastosowania gwint może być gwintem prostym (równoległym) lub stożkowym; Rura Brytyjska, Rura krajowa lub gwint zunifikowany. W razie wątpliwości użyj miernika gwintu smarownicy lub zestawu mierników skoku gwintu, aby określić prawidłowy rozmiar gwintu. Zamontowanie nieprawidłowej gwintowanej złączki może przekroczyć gwint łożyska i spowodować wyciek smaru.
Uwaga: w przypadku lekkich zastosowań dostępne są gwintowane łączniki napędowe
wybór stylu
w zależności od dostępu do smaru smarowego może być konieczne uwzględnienie stylu mocowania. Większość smarów jest prosta (bezpośrednio wyłożona wejściem do łożyska). W miejscach o słabym dostępie korzystne mogą okazać się kątowe smarowniczki. Smarowniczki można kupić pod kątem 90, 60 i 45 stopni.
przedłużone wtyki można kupić, gdy problem z reach. W przypadku wystąpienia jakiegokolwiek rodzaju przeszkadzają, nie wystające lub przepłukać smar sutki mogą być stosowane.
okucia specjalne
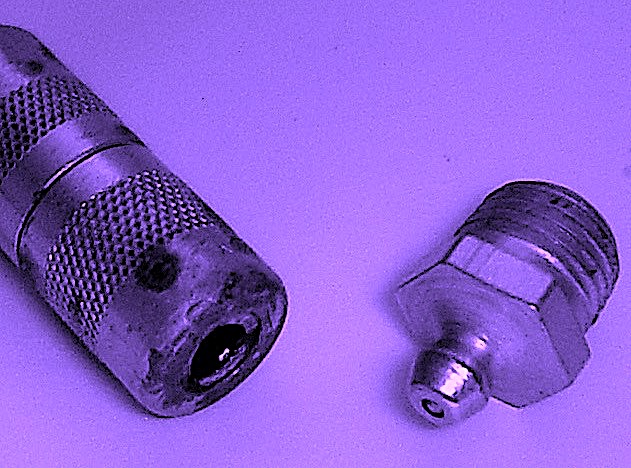
w przypadku ciężkich maszyn o dużej mocy dostępna jest duża Złączka z głowicą przyciskową (czasami określana jako złączka DIN). Jest to konstrukcja z dodatnim zamkiem, która będzie wymagała własnego urządzenia do aplikowania smaru.
tam, gdzie absolutnie nie jest dozwolony wyciek, oryginalne złącze alemite pin-lock jest nadal dostępne. Podobnie jak Złączka z głowicą guzikową, będzie wymagała specjalistycznego urządzenia do aplikowania smaru.
do przekładni z zamkniętymi skrzyniami biegów można kupić nawiewnik lub odpowietrznik, smarownicę itp.
smary redukujące ciśnienie służą do zmniejszania wewnętrznego ciśnienia łożyska, gdzie ciągłe dodatnie ciśnienie wewnętrzne może powodować problemy.
smary hydrauliczne odcinające są zaprojektowane w celu ograniczenia przepływu smaru przy zaprojektowanym ciśnieniu, aby chronić uszczelnienie łożyska przed pęknięciem podczas operacji napełniania.
ostatnie słowo
gdy smarowanie ręczne jest preferowaną metodą smarowania, wybór i użycie właściwej smaru jest bardzo dobrą praktyką RAM (niezawodność, konserwacja, dostępność). Tak więc, nie myślcie tylko o niskim sutek jako o czymś, co w zasadzie wykonuje tę samą pracę na całym świecie od 100 lat: pomyślcie o tym złączu jako o ważnym, zaprojektowanym wyborze, który może zapewnić, że łożysko jest zawsze gotowe do otrzymania środka smarnego.TRR
o autorze
Ken Bannister ma ponad 40-letnie doświadczenie w branży pamięci RAM. Przez ostatnie 30 lat był partnerem zarządzającym i głównym konsultantem ds. zarządzania aktywami w Engtech industries Inc., gdzie specjalizuje się w pomaganiu klientom we wdrażaniu najlepszych praktyk programów zarządzania aktywami na całym świecie. Członek założyciel i były dyrektor kanadyjskiego Stowarzyszenia inżynierii i konserwacji roślin, jest autorem kilku książek, w tym trzech na temat smarowania, jednej na temat konserwacji predykcyjnej i jednej na temat strategii redukcji energii, a obecnie pisze jedną na temat planowania i harmonogramowania. Skontaktuj się z nim bezpośrednio pod numerem telefonu 519-469-9173 lub [email protected].
Tagi: niezawodność, dostępność, konserwacja, RAM, smary, smarowanie, Smarownice, Smarownice, Alemite, Zerk